Upgrade Windows Mobile to Android
It has now been several years since Microsoft decided to exit the mobile operating system business, and several years since end-of-support for Windows Mobile/CE occurred. While there has been a massive amount of development of rugged mobile devices utilizing the Google Android OS, and while market adoption has been significant, it is true that more than half of mobile devices still in use are running the obsolete Windows phone OS options.
Is your company seeded with outdated handhelds running Windows Mobile/CE? We’ve outlined below a number of the risks to your business, and also outline why migration to Android may be much easier than you think.
The Risks of Using Windows Mobile or Windows CE Devices in 2024
Using older mobile computers with the Windows Mobile or Windows CE operating system in 2024 poses several risks and challenges for companies. These legacy systems may have served well in the past, but they are increasingly outdated and can hinder a business’s ability to operate efficiently and securely in the modern digital landscape. Here are some of the key risks companies face when using older Windows Mobile/CE devices in 2024:
1. Security Vulnerabilities
Perhaps the most critical risk is the heightened vulnerability to security threats. Microsoft has officially ended support for both Windows Mobile and Windows CE, meaning that there are no longer any security updates or patches for these operating systems. This leaves devices running on these platforms susceptible to malware, viruses, and other cyberattacks. With the ever-evolving threat landscape, using unsupported software can be a major liability. Now out of support for several years, devices using Win Mobile/CE are increasingly threats to your IT security. By comparison, the Android version updates annually, with additional security patches.
2. Limited Support and Repairs
Your rugged devices endure some rough handling, and accidents happen. Windows device downtime can mean lost productivity and fewer units available for workers. At this point, most Windows Mobile devices are no longer produced or supported by manufacturers, meaning that support plans have ended and replacement parts are near impossible to find. As these devices become increasingly rare and obsolete, companies may face longer downtime in case of hardware failures, leading to disruptions in business operations.
3. Limited Features and Functionality
Older mobile computers running Windows Mobile/CE lack many of the features and functionalities available on modern devices. This can limit the ability to take advantage of new technologies, such as advanced sensors, improved cameras, and augmented reality, which can be valuable in various industries. By comparison, Android is loaded with cutting-edge features and there is an Android app for almost everything.
4. Reduced Productivity
Outdated mobile devices typically lack the performance and features of their modern counterparts. Slow processing speeds, limited memory, and outdated hardware can result in reduced productivity for employees who rely on these devices for daily tasks. This can lead to delays in operations and decreased overall efficiency. An Android smartphone or rugged mobile device will be more recent, more powerful, and easier for your users.
5. Employee Frustration
Newer employees who are used to modern smartphones and tablets may find it frustrating to work with outdated and clunky Windows Mobile/CE devices. This dissatisfaction can impact morale and employee retention, particularly among younger workers who are accustomed to intuitive, user-friendly interfaces.
6. Decreased Competitiveness
In a rapidly evolving business landscape, companies that rely on outdated technology risk falling behind their competitors who have embraced modern mobile platforms. Being unable to adapt to changing market conditions and customer expectations can put a company at a significant disadvantage.
Android OS: What’s Holding You Back?
Warehousing and Manufacturing IT professionals may understandably have limited experience with the Android OS, and often have questions. The CSSI team has extensive experience in working through and addressing these concerns. Here are some of the frequent questions and concerns:
1. Is Android Secure?
In recent years, Android has made significant strides in bolstering its security features. The platform now offers robust security options such as file encryption, device management, and remote wipe capabilities. Android Enterprise, a set of tools designed for business use, provides comprehensive security solutions, including zero-touch provisioning and containerization of work-related data. This ensures that sensitive information remains protected even on employee-owned devices. It should also stay top of mind that Windows Mobile/CE is no longer supported or patched and thus is not a secure alternative.
2. Does Android have security updates?
The Android OS development cycle involves frequent updates and enhancements, ensuring that your devices stay current with the latest features and security patches. Manufacturers and software developers are committed to providing long-term support for Android devices, reducing the risk of obsolescence. In contrast, Windows Mobile and Windows CE have been largely phased out, leaving companies vulnerable to security risks and compatibility issues.
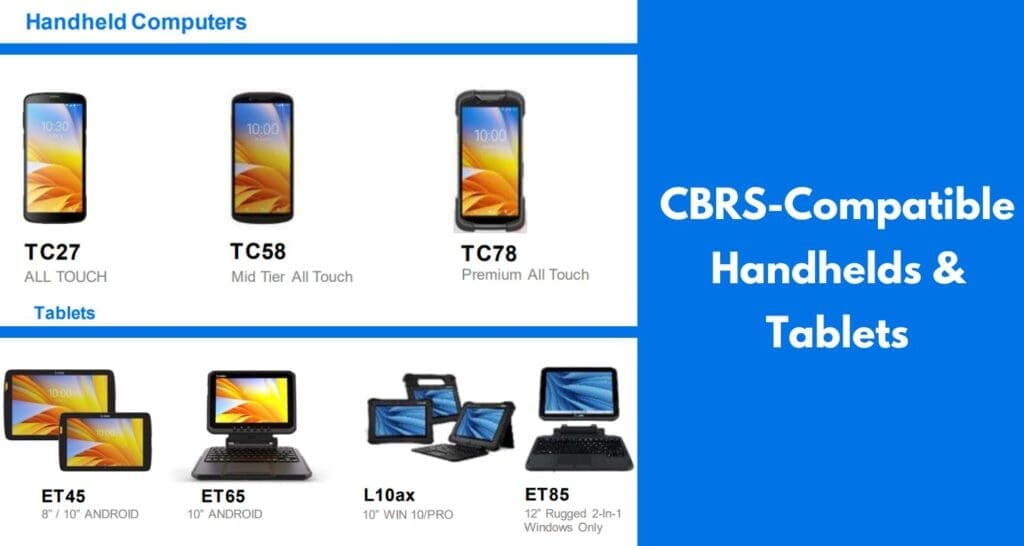
3. Are there Android device product options?
Android’s popularity has led to a wide variety of affordable hardware options. Whether you need ruggedized devices for fieldwork or sleek, modern tablets for point-of-sale systems, there is an Android device to suit your budget and requirements. This affordability extends to maintenance and repairs as well, reducing the total cost of ownership compared to Windows Mobile/CE devices.
4. Can Android handle telnet / terminal emulation?
Yes, absolutely. CSSI can demonstrate for you how you not only can rapidly migrate your TE screens to Android , but we can help you go even further by implementing time-saving shortcuts and the ability to take advantage of your touch screen.
5. What if software needs to be rewritten?
CSSI offers custom development services , and is available to discuss the migration of your custom software to an Android environment.
Contact CSSI to discuss Migrating from Windows Mobile/CE to Android Devices
Contact the Android and mobile device experts at CSSI to set up a demonstration of the power that modern mobile devices can bring to your operations and warehouse teams, while creating a secure environment that can help IT sleep better at night!